Industrial-Grade Worm Reducers Engineered for Australian Conditions
Premature gearbox failure costs Australian operations an average of $8,400 per incident in downtime and replacement. Ever-power supplies worm gear reducers built to eliminate that risk — with hardened alloy-steel worm shafts, precision-ground bronze gear sets, and housings rated for continuous duty at ambient temperatures up to 50 degrees Celsius.
Worm Gear Reducers for Every Industrial Application
Five core product families covering reduction ratios from 5:1 to 3,600:1 and output torques from 2.5 Nm to over 9,000 Nm — engineered for Australian conditions.





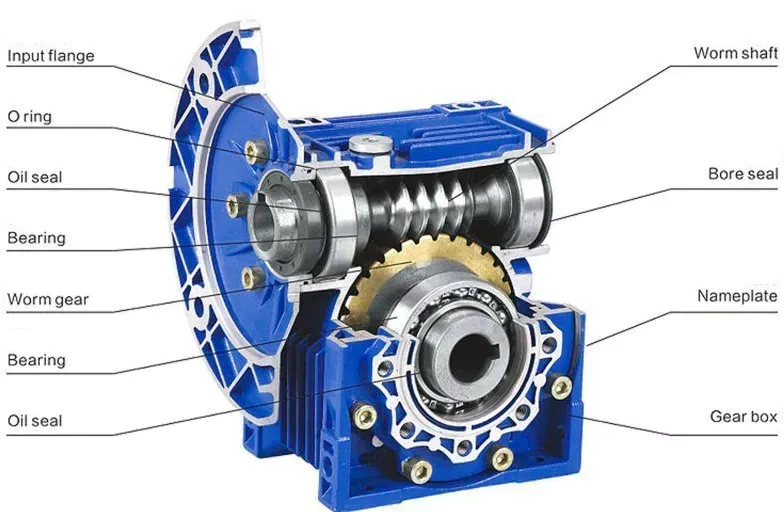
Anatomy of a Reliable Worm Gear Reducer
Understanding what separates a 5,000-hour gearbox from a 20,000-hour gearbox starts with material science and manufacturing precision. Here is how we engineer longevity into every unit.
Material Selection and Gear-Set Metallurgy
The worm wheel in every Ever-power gearbox is precision-machined from CuSn12Ni2 tin-nickel bronze — a centrifugally cast alloy containing 12% tin and 2% nickel. This composition delivers three critical properties: high compressive yield strength (approximately 300 MPa) to resist pitting; excellent conformability, allowing the gear tooth surface to micro-deform and distribute load evenly across the contact patch; and outstanding resistance to adhesive wear, the primary failure mode in sliding-contact worm gear sets. We do not use lower-grade aluminium bronze or brass alloys, which are common in budget-market reducers and exhibit dramatically shorter service lives under sustained loads.
The worm shaft is manufactured from 20CrMnTi low-alloy carburizing steel. After gear hobbing, the shaft undergoes controlled carburizing to produce a case-hardened surface layer of HRC 58–62 while retaining a tough, shock-resistant core at HRC 30–35. The tooth profile follows the Zi involute geometry, which produces a larger contact area than standard ZA or ZN profiles, reducing Hertzian contact stress and improving transmission efficiency by 3–5% at equivalent ratios. After carburizing, each worm is precision-ground on CNC worm-grinding machines to achieve a surface roughness of Ra 0.8 or better — critical for minimising friction-generated heat during break-in and steady-state operation.
Housing Design: Thermal Management Meets Structural Rigidity
NMRV-series housings are die-cast from aluminium alloy with integrated cooling fins. The fin geometry is optimised through thermal simulation to maximise natural convection surface area — delivering effective heat dissipation at ambient temperatures up to 50 degrees Celsius without supplemental cooling fans, which is particularly important for installations in unshaded outdoor environments across northern Australia. WP-series housings are sand-cast from HT200 grey cast iron, providing greater rigidity and vibration damping for heavy-duty shock-loaded applications such as crushing, mixing, and material handling in the mining and construction sectors.
| Parameter | NMRV (Aluminium) | WP (Cast Iron) | SS (Stainless Steel) |
|---|---|---|---|
| Housing Material | Die-cast Aluminium Alloy | HT200 Grey Cast Iron | 304 Stainless Steel |
| Worm Wheel | CuSn12Ni2 Bronze | ZCuSn10Pb1 Bronze | CuSn12Ni2 Bronze |
| Worm Shaft | 20CrMnTi, HRC 58-62 | 45# Steel, HRC 56-62 | 20CrMnTi, Zi Profile |
| Centre Distance Range | 25–150 mm | 40–250 mm (size) | 30–63 mm |
| Max. Output Torque | 1,500 Nm | 9,000+ Nm | ~180 Nm |
| Protection Rating | IP55 | IP55 | IP69K |
| Seal Type | TC Double-Lip | TC Double-Lip | VITON (FKM) |
| Motor Interface | IEC + NEMA | Flange or Shaft | IEC + NEMA |
| Best For | Light-medium duty, automation | Heavy-duty, mining, construction | Food, pharma, washdown |
Self-Locking: When You Need It — and When You Do Not
Worm gearboxes are frequently specified for their self-locking property — the ability to prevent the output shaft from being back-driven when the motor is de-energised. This characteristic is governed by the relationship between the worm lead angle and the coefficient of friction. In practical terms, self-locking becomes reliable at reduction ratios of approximately 30:1 and above, where the dynamic efficiency drops below 50%. For vertical conveyors, inclined screw feeders, and gate actuators commonly deployed across Australian infrastructure projects, this eliminates the need for a separate holding brake — reducing cost, complexity, and maintenance burden. However, for applications requiring back-driveability (such as manual override in emergency scenarios), lower ratios of 5:1 to 15:1 should be specified, or an alternative gear type considered.
Where Our Worm Reducers Work Hardest Across Australia
From the food processing districts of western Sydney to the iron ore operations of the Pilbara, Ever-power worm gearboxes are specified by engineers who require zero unplanned downtime.
Mining and Mineral Processing
WP cast iron worm reducers drive vibrating screen feeders, conveyor belt take-up mechanisms, and slurry valve actuators in iron ore, coal, and gold processing plants throughout Western Australia, Queensland, and New South Wales. The HT200 cast iron housing absorbs shock loads generated by jaw crushers and impact screens, while hardened worm shafts resist the abrasive dust ingress common in open-pit environments.
Food, Dairy and Beverage
Our stainless steel worm gearboxes — rated IP69K — endure the daily high-pressure caustic washdowns mandated by FSANZ food safety regulations. Dairy processors in Victoria and South Australia deploy these units on pasteuriser drives, bottle-filling rotary tables, and CIP-cleaned mixing vessels. VITON seals and NSF H1 food-grade lubricant ensure zero contamination risk, even when the gearbox is directly sprayed at 80-bar pressure during sanitation cycles.
Packaging and Material Handling
NMRV aluminium worm reducers are the standard specification on cartoning machines, shrink-wrap tunnels, palletisers, and conveyor sortation systems in distribution centres across Melbourne, Sydney, Brisbane, and Perth. Engineers specify the NMRV for its low noise output (below 65 dB), compact right-angle layout, and the ability to mount in any orientation — B3 foot mount, B5/B6 flange mount, or V5/V6 vertical — without modification.
Construction and Building Products
Concrete batching plants, brick-moulding presses, and stone-cutting saws throughout regional Australia rely on WP-series worm gear reducers for their ability to absorb intermittent shock loads exceeding 175% of rated torque. Double-reduction models (WPE series) drive slow-speed rotary kilns and drying drums at ratios up to 1/900, achieving output speeds below 2 r/min from a standard 1,400 r/min four-pole motor.
Water and Wastewater Treatment
Self-locking worm gearboxes drive sluice gates, penstock valves, and chemical dosing pumps across municipal water treatment facilities. The inherent self-locking property at ratios above 30:1 ensures that gravity-loaded gates remain securely positioned when power is interrupted — a critical safety requirement under Australian Standards for water infrastructure.
Agricultural and Irrigation Machinery
Centre-pivot irrigator drives, grain auger gearboxes, feed-lot mixer drives, and grape-press reduction units. NMRV and WP worm reducers handle the dust, moisture, and temperature extremes encountered across the Murray-Darling Basin, the Ord River scheme, and the wheat belt of South Australia, providing seasons of uninterrupted operation between scheduled maintenance intervals.



Engineering Confidence Into Every Gearbox
We do not compete on price alone. We compete on the total cost of ownership — fewer failures, longer service intervals, faster technical response, and genuine engineering partnership.
Operating Hours
Rated minimum service life under continuous duty at nominal torque — verified through accelerated life testing protocols.
Run-In Tested
Every gearbox undergoes factory run-in testing under load before dispatch. No unit ships without verified noise, temperature, and vibration data.
Countries Served
A global supply chain serving OEMs and distributors across Oceania, Southeast Asia, Europe, the Americas, and the Middle East.
Quote Turnaround
Detailed technical quotations — including sizing verification, motor matching, and flange compatibility checks — returned within one business day.
Manufacturing Process: From Raw Billet to Tested Gearbox
Material Sourcing
Certified alloy steel billets and centrifugally cast bronze blanks from audited foundries.
CNC Machining
Gear hobbing, worm grinding to Ra 0.8, and housing boring on multi-axis CNC centres.
Heat Treatment
Controlled carburizing at 920 degrees Celsius followed by quenching and tempering to HRC 58-62.
Assembly
Precision bearing installation, seal fitting, gear-set meshing verification, and oil-fill.
Run-In Testing
Every unit runs under load for 30+ minutes. Noise, vibration, and temperature are recorded.
Standards, Certifications and Compliance
Every Ever-power worm reducer is manufactured under a quality management system certified to ISO 9001:2015. Our products conform to the dimensional and performance standards required by Australian industry.
ISO 9001:2015 Quality System
CE Marking (EU Machinery Directive)
RoHS Compliant Materials
IP55 / IP69K Protection Tested
NSF H1 Food-Grade Lubricant
OEM and Distribution Partnerships
We supply worm gear reducers to original equipment manufacturers and authorised distributors across a range of sectors. Our OEM programme includes private-label branding, custom shaft configurations, non-standard keyways, special paint finishes, and application-specific lubricant pre-fills. Current OEM sectors include:
How to Select the Right Worm Reducer for Your Application
Specifying the correct worm gearbox requires matching three variables: required output torque, target output speed, and operating duty cycle. Follow this five-step engineering workflow.
Step 1 — Define Your Output Speed
Determine the rotational speed your driven machine requires at the gearbox output shaft. Divide the motor speed (typically 1,400 r/min for a four-pole motor at 50 Hz in Australia) by your target output speed to obtain the required reduction ratio. For example, a belt conveyor requiring 28 r/min needs a ratio of 1400 / 28 = 50:1.
Step 2 — Calculate Required Output Torque
Use the standard formula: M = 9550 x P / n, where M is torque in Newton-metres, P is output power in kilowatts, and n is output speed in revolutions per minute. If your conveyor drive requires 0.25 kW at 28 r/min, the theoretical torque is 9550 x 0.25 / 28 = 85.3 Nm.
Step 3 — Apply the Service Factor
Multiply the theoretical torque by a service factor that accounts for load variability and duty cycle. For smooth, uniform loads running fewer than 8 hours per day, use a factor of 1.0. For moderate shock loads running 8 to 16 hours, use 1.2 to 1.5. For heavy shock loads or 24-hour continuous duty (common in mining and water treatment), use 1.5 to 2.0. Our engineering team can help you determine the appropriate factor for your specific application conditions.
Step 4 — Match to Rated Torque Table
Compare your calculated torque (theoretical torque multiplied by service factor) against the rated output torque values published for each gearbox model at your required ratio. Select a model whose rated torque equals or exceeds your requirement. If the calculated value falls close to the boundary between two sizes, always select the larger model — the additional safety margin costs less than a premature failure.
Step 5 — Verify Motor Power and Flange Compatibility
Calculate the required input power using P = M x n / (9550 x eta), where eta is the transmission efficiency at your selected ratio. Select a standard motor with rated power equal to or greater than this value, then verify the motor frame and flange code matches the gearbox input interface. For NMRV and stainless steel series, both IEC B14 and NEMA C-face flanges are supported. For WP series, confirm whether you require a DA-type motor flange adaptor or a shaft-input configuration.
Ready to Specify Your Worm Reducer?
Send us your torque, speed, and application requirements. Our engineers will return a detailed quotation — including model recommendation, motor matching, and flange verification — within 24 hours.
Request a Quote Email: [email protected]About Ever-power Australia Worm Reducer Co., Ltd.
Ever-power Australia Worm Reducer Co., Ltd. is a specialist supplier of industrial worm gear reducers serving the Australian, New Zealand, and Oceania markets. We maintain an extensive inventory of over 10,000 SKUs across our five core product families — NMRV aluminium worm reducers, WP cast iron worm gearboxes, 304 stainless steel worm reduction gearboxes, double-reduction worm gearboxes, and integrated worm gear motors — enabling us to fulfil most standard orders from stock without production lead times.
Our manufacturing facility operates under ISO 9001:2015 quality management certification and is equipped with CNC gear hobbing machines, CNC worm grinding machines, coordinate measuring machines (CMM), and dedicated run-in testing stations. Every gearbox is factory-tested under load before dispatch. We have introduced advanced production technology from Europe and Japan, and our product range spans more than 10,000 specifications across 11 major series of Archimedes and involute worm gear reducers.
For Australian engineers and procurement professionals, we provide free technical sizing support, competitive volume pricing, private-label OEM supply agreements, and a nationwide freight network covering metropolitan and regional delivery points. Whether your requirement is a single replacement unit for an urgent breakdown or a container load for a new production line, our team is structured to respond within one business day.
Worm Reducer Service and Support Across Australia
We understand that Australian operations span vast distances, from urban manufacturing precincts in Melbourne and Sydney to remote mine sites in the Kimberley and outback processing plants in the Northern Territory. Our logistics and support infrastructure is structured to serve all of these geographies. Standard stock items ship within one to three business days to metropolitan areas and five to seven business days to regional and remote locations via our national freight partners. For urgent breakdown situations, we offer priority dispatch with express tracking. Our engineering support team, reachable at [email protected], provides remote sizing assistance, CAD drawing supply in DXF and STEP formats, and installation guidance via video call when required.
For customers managing multiple sites or standardising on a preferred gearbox platform, we offer blanket purchase agreements with locked pricing, dedicated account management, and periodic inventory reports to prevent stockout situations. Several of our Australian distribution partners maintain local buffer stock for high-turnover models, enabling same-day or next-day dispatch for the most commonly specified NMRV and WP sizes.
Lubrication and Thermal Management in Australian Climates
Australia presents unique thermal challenges for worm gear reducers. Summer ambient temperatures routinely exceed 40 degrees Celsius in regions such as the Pilbara, Broken Hill, and inland Queensland, while southern coastal areas experience milder conditions. Correct lubricant selection is critical to maintaining the oil film between the worm and worm wheel under these conditions. For ambient temperatures between 15 and 40 degrees Celsius, we recommend synthetic polyalkylene glycol (PAG) oil at ISO VG 460 viscosity grade — brands such as Shell Tivela S460 or Mobil Glygoyle 460 provide excellent performance. For colder environments below 15 degrees Celsius, drop to ISO VG 320. Mineral oils such as Esso Spartan EP320 are acceptable alternatives but produce higher operating temperatures and require more frequent change intervals. Synthetic PAG oils reduce steady-state operating temperature by 10 to 20 degrees Celsius compared to mineral oils, which translates directly to longer bearing and seal life in hot Australian conditions.
Oil capacity varies by gearbox size: an NMRV050 holds approximately 0.5 litres, while a WP250 requires up to 9 litres. Fill oil to the centre line of the sight gauge — overfilling increases churning losses and operating temperature, while underfilling starves the worm-wheel contact zone. The first oil change should be performed after 100 operating hours to flush manufacturing debris and initial wear particles, with subsequent changes every 2,500 hours or annually, whichever comes first. In dusty or high-humidity environments common across rural Australia, consider shortening the change interval to 2,000 hours.
Frequently Asked Questions About Worm Reducers in Australia
What is a worm gear reducer and how does it work?
A worm gear reducer (also called a worm gearbox, worm drive, or worm speed reducer) is a power transmission device that uses a helical worm shaft meshing with a toothed worm wheel to achieve speed reduction and torque multiplication at a 90-degree shaft angle. The worm drives the wheel, but in most configurations the wheel cannot drive the worm — this one-way characteristic is called self-locking and is valuable in lifting and gravity-loaded applications.
Which worm reducer series is best for food processing in Australia?
The stainless steel worm gearbox series (FSSM, FSSH, FCQS) is purpose-engineered for food, dairy, and pharmaceutical environments. With a 304 stainless steel housing rated IP69K, VITON elastomer seals, and NSF H1 food-grade lubricant, these units withstand daily high-pressure caustic washdowns required under FSANZ food safety regulations without corrosion or contamination risk.
How do I choose between an NMRV aluminium gearbox and a WP cast iron gearbox?
The decision comes down to torque requirement and operating environment. NMRV aluminium units are lighter (up to 40% weight saving), dissipate heat more efficiently, and are ideal for light-to-medium duty applications below approximately 1,500 Nm — packaging, food processing, automation. WP cast iron units offer greater rigidity, superior vibration damping, and higher torque capacity (up to 9,000+ Nm), making them the correct choice for heavy-duty mining, construction, and industrial processing applications where shock loads are common.
Can I use a worm reducer for a vertical lifting application?
Yes — worm gearboxes with ratios of 30:1 and above exhibit self-locking characteristics that prevent the load from back-driving the output shaft when the motor is stopped. This makes them suitable for vertical conveyors, inclined screw feeders, sluice gates, and hoist mechanisms. However, for safety-critical lifting where failure could endanger personnel, we recommend installing a supplementary brake regardless of the gear ratio, as shock loads and vibration can momentarily overcome the friction-based self-locking mechanism.
What maintenance does a worm gearbox require?
Worm gear reducers are relatively low-maintenance. The primary requirement is lubricant management: fill with the correct oil grade to the sight-gauge centre line before commissioning, perform the first oil change after 100 operating hours to flush initial wear particles, then change oil every 2,500 hours or annually thereafter. Inspect oil seals for leakage during routine maintenance rounds and replace as needed. Maximum operating oil temperature should not exceed 95 degrees Celsius. Beyond lubrication, periodically check mounting bolt torque, shaft alignment, and listen for any changes in operating noise that may indicate bearing or gear wear.
What is the difference between a worm reducer and a helical gearbox?
Worm reducers and helical gearboxes both achieve speed reduction, but they differ fundamentally in gear geometry and performance characteristics. A worm reducer uses a helical screw (the worm) meshing with a toothed wheel to produce a right-angle output, achieving high reduction ratios (up to 100:1) in a single stage. This comes with inherent self-locking capability but lower efficiency (typically 40 to 90 percent depending on ratio). Helical gearboxes use parallel or angled helical gears for inline or right-angle output, achieving higher efficiency (95 to 98 percent) but requiring multiple stages for high ratios and offering no self-locking. For applications requiring compact right-angle drives, high ratios in a single stage, and self-locking under gravity loads, worm reducers remain the technically superior choice.
Does Ever-power ship worm gearboxes to regional and remote Australia?
Yes. We maintain partnerships with national freight carriers covering all Australian states and territories, including remote delivery to mine sites, pastoral stations, and regional processing facilities. Metropolitan orders typically arrive within one to three business days, while regional and remote deliveries take five to seven business days via road freight. For urgent breakdowns, express courier options are available to most postcodes. Contact our logistics team at worm-gear-motor.top/contact-us for specific delivery timeframes to your location.

























